Správně zvolená elektroda není jen o tom, jak snadno zapálíte oblouk a jak bude výsledný svar vypadat. Výrazně ovlivňuje i pevnost a trvanlivost svaru.
Podle čeho vybírat elektrody
Nejlepší je začít tím, co budete svařovat. Jiný typ elektrody se hodí na běžnou konstrukční ocel, jiný na nerez, litinu nebo hliník. Vedle materiálu rozhoduje také tloušťka svařovaného dílu, požadovaná pevnost spoje a podmínky, ve kterých budete pracovat.
Před výběrem si ujasněte hlavně tyto věci:
- Materiál svařovaného dílu: nejdůležitější je určit vhodný přídavný materiál (běžná ocel, nerez, litina i hliník atd).
- Síla (tloušťka materiálu): určuje jaký zvolit průměr elektrody, zda použít vícevrstvý svar, ovlivňuje požadavky na předehřev anebo následné zpracování materiálu.
- Odolnost spoje: je nutné posoudit požadavky na pevnost, namáhání spoje, teplotu, typ opotřebení, případně působení dalších médií jako jsou plyny nebo chemické látky. Jednoduchá konstrukce má jiné požadavky než třeba cyklicky namáhaný spoj.
- Polohu svařování: všechny elektrody svařují v poloze PA, PB, PC (vodorovně, ze strany). Svařování v ostatních polohách zkontrolujte u vybrané elektrody.
- Možnosti svářečky: hlavně u menších invertorů ověřte rozsah svařovacího proudu. Pro svařování elektrodou je důležitým parametrem zatěžovatel ED60 .
- Technologický postup: je výsledkem posouzení všech aspektů a určuje správný pracovní postup pro provedení svaru. Může zahrnovat předehřev, temování, chlazení, podkladovou vrstvu, nebo specifický typ spoje.






Rutilové, bazické: kdy po které sáhnout
Typ elektrod rutilová nebo bazická označuje druh obalu svařovacích elektrod. Obal ovlivňuje nejen svařovací vlastnosti - zapalování, stabilitu oblouku, ale také složení a mechanické vlastnosti svaru. Základním typem obalu je rutilový či bazický.
Některé, zejména speciální typy elektrod je možné vyrobit s obalem rutilovým, nebo bazickým.
Rutilové elektrody
Rutilové elektrody označují elektrodu s rutilovým obalem. Často se používají pro běžné opravy, zámečnické práce a jednodušší svařování. Dobře se zapalují, oblouk bývá klidnější a práce s nimi je pro mnoho svářečů pohodlnější. Svar je mělký a více se roztéká. Rutilový obal mohou mít elektrody na domácí svařování stejně tak, jako speciální elektrody pro svařování strojních dílů. Rutilové elektrody se většinou zapojují na - pól, některé i na + pól. Předepsaná polarita je uvedena u každé elektrody.
Pokud se svařováním začínáte nebo řešíte běžnou opravu, rutilová elektroda bývá praktičtější volba. Snáze se vede a odpouští více drobných chyb.
Bazické elektrody
Elektrody s bazickým obalem se používají převážně u konstrukčních a namáhaných spojích. Mohou nabídnout velmi dobré mechanické vlastnosti svaru, ale zapálení oblouku už není tak snadné, rovněž vedení svaru i podmínky na skladování jsou náročnější. Bazické elektrody se zapojují na + pól.
Rutilo-bazické elektrody
Elektrody s rutilobazickým obalem kombinují výhody obou typů obalů. Elektroda snadno zapaluje, umožňuje pohodlné vedení svaru, je méně citlivá na vlhkost a přitom nabízí vynikající mechanické vlastnosti. Takové elektrody jsou velmi oblíbené především na montážích pro komfortní svařování s dobrými výsledky. CHEM-WELD 7100. Rutilo bazické elektrody se zapojují dle pokynů výrobce, většinou mohou svařovat na + pól i na - pól.
Svařovací elektrody podle materiálu
Pro běžné svařování materiálů je vhodné zvolit elektrodu, která se svým složením a mechanickými vlastnostmi co nejvíce podobá svařovanému materiálu. Vhodně zvolenou elektrodou lze zvýšit pevnost svaru nebo zvýšit jeho houževnatost Pokud znáte číslo svařovaného materiálu, normu, nebo jeho složení, je volba přídavného materiálu snadná. Pokud opravujete, je volba přídavného materiálu založená na zkušenostech a znalostech oboru. Pokud si nejste jisti, napište nám, pomůžeme Vám s výběrem.
Jak vybrat průměr elektrody a nastavit proud
Průměr elektrody vybírejte hlavně podle tloušťky svařovaného materiálu. Příliš slabá elektroda neprohřeje materiál a spoj bude studený (neprovařený). Příliš silná elektroda vnáší do materiálu příliš tepla a spoj může být přehřátý (překrystalizace v okolí svaru - svar "vypadne") nebo se materiál zcela propálí (např. slabé plechy). Vždy je nutné stanovit správný technologický postup.
Kdy volit vícevrstvý svar
- při svařování materiálů o tloušťce nad 8 mm,
- u svarů s větším objemem svarového kovu (V, X nebo U úkos),
- když je požadována vyšší kvalita svarového spoje,
- pro omezení rizika vzniku trhlin a snížení vneseného tepla (typicky u litin)
- při svařování vysokopevnostních nebo legovaných ocelí,
- v případě navařování.
Vícevrstvé svařování má své výhody:
- lepší provaření celého průřezu spoje,
- menší smrštění jednotlivých vrstev a menší deformace svařence,
- odstranění strusky mezi vrstvami a kontrola vad,
- zlepšení mechanických vlastností svarového kovu díky opakovanému mísení s předchozími vrstvami.
Jak volit úkos svarové plochy
Tvar a rozměr úkosu závisí především na tloušťce materiálu, možnostech přístupu ke spoji a požadované kvalitě provaření.
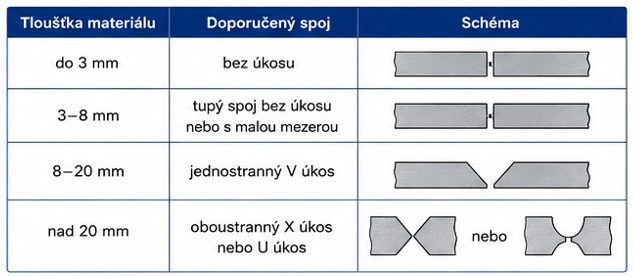
Následující tabulka slouží jako orientační pomůcka pro jednovrstvé svary.
Konkrétní nastavení proudu se vždy řídí typem elektrody, polohou svařování a doporučením výrobce.
|
Průměr elektrody |
Orientační použití |
Praktická poznámka |
|
1,5 mm |
tenké materiály, plechy o síle min 2,0 mm |
nižší proud, citlivější vedení elektrody |
|
2,0 mm |
tenčí materiály, jednovrstvé svary o síle 2,0-2,5 mm, drobné opravy, |
nižší proud, citlivější vedení elektrody |
|
2,5 mm |
běžné dílenské práce, materiály o síle 2,5-3,0 mm |
častá volba pro opravy a menší konstrukce |
|
3,2 mm |
silnější materiály, jednovrstvé svary o síle ca 3,5 mm, konstrukční práce |
vyžaduje vyšší proud a stabilní zdroj |
|
4,0 / 5,0 / 6,0 / 5,0 mm |
obalené elektrody pro náročnější práce, silné profily |
vhodné spíše pro výkonnější svářečky a zkušenější práci |
|
6,0 /8,0 / 12 mm |
návarové trubičkové elektrody |
svařují při polovičním proudu, použitelné na dostupných svářecích strojích |
Na obalu elektrody bývá uveden doporučený rozsah proudu, polarita a další důležité informace. Zkušený svářeč pozná, zda se elektroda správně taví, pracuje klidně, neprská a může si upravit svařovací parametry a tím změní chování oblouku a tvar svarové housenky.
Proč se elektroda při svařování lepí
Lepení elektrody je častý problém začátečníků hlavně při zapalování oblouku. Příčinou může být nejen velikost oblouku, ale také nevhodně nastavený svařovací proud nebo špatný úhel elektrody k materiálu. Elektroda se přichytí k materiálu, oblouk zhasne a svařování se přeruší.
- Příliš nízký svařovací proud – oblouk nemá dostatek energie a elektroda se snadno přichytí. Problém může způsobit i povolená zásuvka, dlouhý prodlužovací kabel nebo dlouhé svařovací kabely
- Špatný úhel elektrody k materiálu - většina elektrod vyžaduje úhel pro zapálení 45°až 60°
- Vlhká elektroda – vlhkost zhoršuje zapalování i stabilitu oblouku.
- Špinavý nebo zoxidovaný materiál – rez, barva, mastnota může komplikovat zapálení oblouku.
- Špatný kontakt zemnicí svorky – zemnící svorku nutno připevnit na očištěný materiál svařovaného dílu.
- Nesprávné vedení elektrody – většinou velmi krátký oblouk po delší dobu na stejném místě
- Svařovací zdroj – některé svářečky nemají funkce, které usnadňují svařování je hot-start nebo anti-stick
Když se elektroda lepí, začněte kontrolou proudu, kostry a čistoty materiálu.
Časté otázky k elektrodám
Jaké elektrody jsou vhodné pro začátečníka?
Pro začátečníky bývají praktické rutilové elektrody. Snadno se zapalují, dobře se ovládají a hodí se pro běžné opravy i svařování oceli. Nejvhodnější elektrodou pro začátečníka je jednoznačně elektroda CHEM-WELD 7000. Je vhodná i pro starší svářeče, kteří třeba hůře vidí, nebo mají horší koordinaci pohybu, protože elektroda "toleruje špatné vedení elektrody". Není to obyčejná rutilka a tak nepatří mezi nejlevnější elektrody, ale svou kvalitou i širokým uplatněním nadchne každého svářeče.
Jaké elektrody použít na invertorovou svářečku?
Invertorová svářečka dovolí svařovat jakoukoliv elektrodou. Změníte jen zapojení kabelu s elektrodou na + nebo - dle typu elektrody. Limitem může být dovolené proudové zatížení svářečky. Pro svařování obalenou elektrodou věnujte pozornost parametru Zatěžovatel ED60 .
Parametry svářecího stroje je vždy nutné vyhodnotit pro každou elektrodu zvlášť, protože svařovací parametry se mohou velmi lišit. Orientačně lze vypočítat vhodný svařovací proud jako průměr elektrody (mm) x 40 A.
Např. pro svařování elektrodou o průměru 2,5 mm je dostačující parametr ED60 = 100 A, pro 3,2 mm ED60 = 130 A, pro 4,0 mm = 160 A.
To neplatí u trubičkových návarových elektrod, které svařují při výrazně nižším proudu např. pr. 6,0 mm ED60 = 80-120 A (proudové zatížení jako běžná elektroda 2,5 mm)
Musí se elektrody sušit?
Elektrody je vhodné skladovat v suchu při vlhkosti vzduchu max 60% . Některé, převážně rutilové typy elektrod jsou necitlivé vůči vlhkosti jako elektroda CHEM-WELD 7000. U bazických typů je vlhkost větší problém, protože může zhoršit zapalování, stabilitu oblouku a hlavně kvalitu svaru. Vždy se řiďte doporučením výrobce.