Co je tvrdé pájení, pájení na tvrdo?
Tvrdé pájení je výraz označující spojování kovů pomocí přídavného materiálu (pájky) s teplotou tavení nad 450°C. Pracovní teplota pájky je vždy nižší než teplota tání základního materiálu (pájených kovů). Metodou pájení vzniká spoj, který má jiné chemické složení než základní materiál. Materiál ohřejeme plamenem na pracovní teplotu a přidáme pájku, která difúzí zateče do pájeného spoje. Při tvrdém pájení se obvykle používá pájka a tavidlo, nebo pájky obalené tavidlem. Tvrdé pájky jsou vhodné pro pájení kovů s teplotou tavení nad 1000°C s požadavkem na vyšší mechanickou a tepelnou odolnost.
Jaké materiály můžu pájet?
Pájet můžeme téměř všechny kovy vyjma zinkových slitin (zinek lze pájet jen měkkými pájkami).
Můžeme také navzájem spojovat různé druhy kovů.

Spojení různých kovů pomocí stříbrné pájky. Spodní materiál NEREZ. Zleva: MĚĎ, OCEL, MOSAZ, BRONZ, OCELITINA. Klíče propojeny materiálem z oceli.
Jaký je postup při tvrdém pájení?
Při běžném pájení plamenem (metodou 912) se materiál ohřívá pomocí pájecího hořáku na požadovanou pracovní teplotu a pájka je přidávána k materiálu.
Před pájením je nutné pájené plochy očistit tak, aby byly kovově čisté a odmaštěné a případně konstrukčně upravené. Materiál ohřejeme na pracovní teplotu a přidáme pájku, která přilne nebo zateče do pájeného spoje. Při nedodržení pracovní teploty může vzniknout studený spoj, který nemá požadovanou pevnost, nebo přehřátý spoj, při kterém vznikají deformace, trhliny a nepřilnavost pájky. Trhliny mohou vznikat také při rychlém ochlazování kdy má pájka a základní a materiál rozdílnou tepelnou roztažnost, použitím nevhodného tavidla nebo také nevhodnou konstrukční úpravou. Někdy je vhodné takto nanést pájku na oba pájené spoje, ty pak k sobě přiložit a zahřát na požadovanou teplotu tavení. Pokud se používá k pájení tavidlo, nanášíme ho před započetím práce na obě pájené plochy, nebo pájené spoje.
 |
je vhodný zejména pro jemné pájení Je možné ho opakovaně plnit plynem do zapalovače Teplota plamene dosahuje až 1300°C
|
|
|
Pokud máme odpovídající hořák, můžeme pájecí teplotu zvýšit použitím směsí plynů: Kyslík – Acetylen ca 3200°C Kyslík – Propan ca 2500°C Kyslík – Vodík ca 2370°C Vzduch – Acetylen ca 2460°C Vzduch – Propan ca 1750°C |
 |
Jak poznám teplotu pro předehřev?
Pracovní teplota je udávána u každé pájky. Na tuto teplotu je třeba předehřát základní materiál a při této teplotě přidat přídavný materiál, tedy pájku. Je třeba počítat s tím, že každý materiál odvádí jinak teplo, zejména silnější materiály chladnou rychleji. Při nedostatečné nebo nadměrné teplotě pájka nepřilne k materiálu. Může vzniknout studený spoj, který nemá požadovanou pevnost, nebo přehřátý spoj, při kterém vznikají deformace, trhliny a nepřilnavost pájky.
Při předehřevu oceli (železa) můžeme odhadnout teplotu kovu podle jeho barvy

 |
Pro předehřev můžeme použít také termokřídy. Jsou vhodné i pro jiné kovy, jako např. měd, nebo mosaz. Vyráběny jsou pro různé teploty. Na materiál naneseme termokřídu a ohříváme. Při dosažení určené teploty začne nanesená termokřída měnit své skupenství - zkapalní.
|
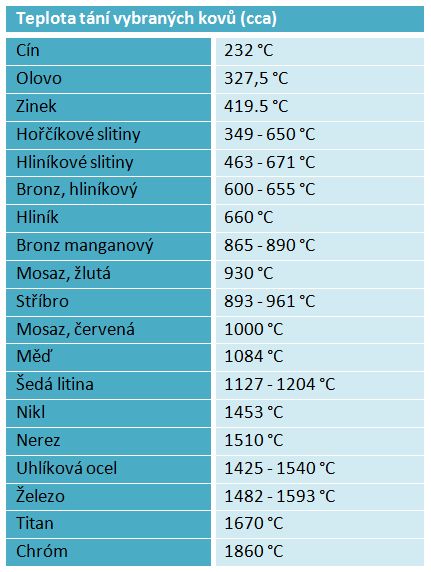
Pájené spoje většinou nedosahují takové pevnosti jako jiné metody svařování, proto je nutné zvětšit plochu pájených spojů, např. některým z těchto způsobů
K čemu se používá tavidlo?
Tavidla volíme podle druhu základního materiálu a podle druhu a pracovní teploty pájky. Tavidla podporují pájení, odstraňují oxidy před pájením, zabraňují vzniku oxidů a škodlivých sloučenin během pájení. Jsou dodávány ve formě prášku, pasty nebo tekutiny. (Tavidla pro měkké pájení mají teplotu tavení nižší a jsou vhodná pro pracovní teplotu do 450°C.)
Tavidla třídy FH - jsou určená k tvrdému pájení oceli, nerezu, mědi a jejích slitin, niklu a jeho slitin, drahých kovů, molybdenu a wolframu. Zbytky tavidel jsou korozivní a musí být odstraněny oplachem vodou nebo mořením (a případně i pasivací).
Tavidla třídy FL – jsou určená pro tvrdé pájení hliníku a jeho slitin. Tavidla FL10 jsou korozivní a musí být odstraněny oplachem vodou případně mořením. Tavidla FL20 se nemusí oplachovat, nezpůsobují korozi, ale pájený spoj není odolný vůči vodě a vlhkosti.
Ke každé pájce uvádíme vhodné tavidlo.
Jakou vybrat pájku?
Pájku vybíráme podle účelu (pájení, navařování, spojování rozdílných kovů atp.) a podle vlastností a složení základního materiálu, který chceme pájet (např. měď, hliník, ocel). K pájení používáme odpovídající tavidlo. Pájky jsou dodávány v různých průměrech od 1,00 mm do 3,00 mm.
Pro běžné opravy jsou vhodné obalené pájky
Pro jemné práce jsou vhodnější pájky holé + tavidlo




Hliníkové pájky
- jsou určené pro pájení hliníku a jeho slitin do obsahu 2% Mg (hořčíku). Jsou vyráběny na bázi Al-Si, Al-Si-Cu nebo Al-Si-Mg. Jsou dodávány naplněné tavidlem, nebo holé + doporučená tavidla.
Stříbrné pájky
– jsou vyráběny na bázi Ag s přidáním dalším kovů, jako např. Zn, Cu, Cd, Mn. Mají vysokou pevnost, dobré operační vlastnosti (např. zatékavost) a jsou vhodné pro téměř všechny typy kovů, pro pájení nerezu, austenitických ocelí, pro mosaz, měď, bronz, nikl. Jsou vyráběny obalené tavidlem, nebo holé + tavidlo, ve formě pájecích folií, kroužků, atp. Cena se odvíjí od obsahu stříbra (Ag 20-55%).
Měděné pájky
– jsou vhodné pro pájení mědi a jejich slitin do obsahu 10% Ni a do obsahu kyslíku v rozmezí 0,08 až 0,1%. Jsou založeny na bázi Cu-P-Ag. Při pájení nelegovaných mědí zde fosfor (P) účinkuje jako tavidlo - proto použití tavidla není nutné. Pájíme neutrálním plamenem. Legované mědi pájíme stříbrnými pájkami.
Mosazné pájky
– nejsou určené k pájení mosazi, ale oceli a litiny. Jsou vyráběné na bázi Cu-Zn (např. Ms60) a legujících prvků (např. Sn, Si, Ag, Ni, Mn). Jsou vyráběny obalené tavidlem, nebo holé + tavidlo. Mají dobré pájecí vlastnosti a dostatečnou pevnost. Velmi důležité je dodržení předepsané pájecí teploty. Často se používají díky nízké ceně.